![]()
![]()
The data set used in this example is available in the example database installed with the software (called "DOE11_examples.rsgz11"). To access this database file, choose File > Help, click Open Examples Folder, then browse for the file in the DOE sub-folder.
The name of the example project is "Mixture Design - Design with Process Variables."
A type of vinyl is used for seat covers. Several components are used to make it. A preliminary experiment is set up to study three plasticizers (X1, X2 and X3), where the percentage of their total formulation contribution is 40%. The percentage of the remaining components is to be held fixed in all blends studied, where the sum of their parts by weight make up 60% of the total. A {3, 2} simplex lattice design is used.
Two process variables, rate of extrusion (Z1) and temperature of drying (Z2), are very important to make good vinyl. A two level factorial design is used for them. The low and high for Z1 are 10 and 20; the low and high for temperature are 30 and 50. No units for them are provided.
A complete {3, 2} simplex lattice design for the components is conducted under each of the 4 combinations of Z1 and Z2.
The measured response is the vinyl thickness value. The ideal thickness is 10. The acceptable range is 9 to 11.
The experimenters create a simplex lattice design folio, perform the experiment according to the design, and then enter the response values into the folio for analysis. The design matrix and the response data are given in the "Design with Process Variables" folio. The following steps describe how to create this folio on your own.
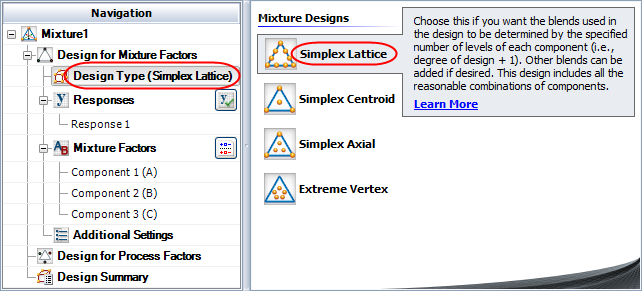
Choose Insert > Designs > Mixture Design to add a mixture design folio to the current project.
![]()
In the folio's navigation panel, under the Design for Mixture Factors heading, click Design Type and then select Simplex Lattice in the input panel.
Rename the folio by clicking the Mixture1 heading in the navigation panel and entering Design with Process Variables for the Name in the input panel.
Rename the response by clicking Response 1 in the navigation panel and entering Thickness in the input panel.
Specify the number of mixture factors by clicking the Mixture Factors heading in the navigation panel and choosing 3 from the Number of Factors drop-down list.
Rename each factor by clicking it in the navigation panel and editing its properties in the input panel.
Click the Additional Settings heading to specify the sum of the components and the degree of the lattice.
Set the Mixture Total to 0.4.
Set the Degree of Design to 2.
Click the Design for Process Factors heading in the navigation panel and choose Yes in the Include process factors? field.
Click Design Type and then select Two Level Factorial in the input panel.
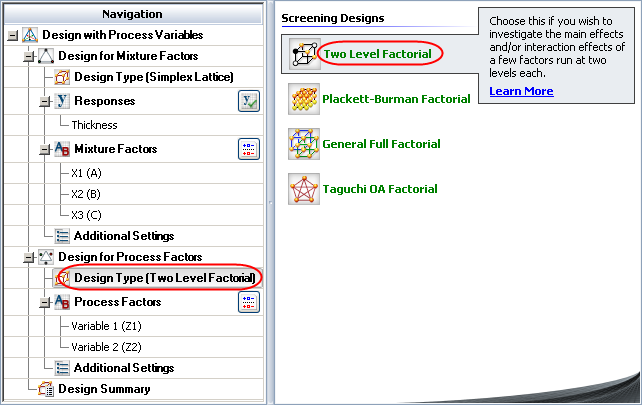
Specify the number of process factors by clicking the Process Factors heading in the navigation panel and choosing 2 from the Number of Factors drop-down list.
Define each factor by clicking it in the navigation panel and editing its properties in the input panel.
First factor:
Name: Rate of Extrusion
Type: Quantitative
Level 1 (Low): 10
Level 2 (High): 20
Second factor:
Name: Temperature
Type: Quantitative
Level 1 (Low): 30
Level 2 (High): 50
Click the Design Summary heading to make sure that you have entered all settings correctly. The complete Design Summary is shown next.
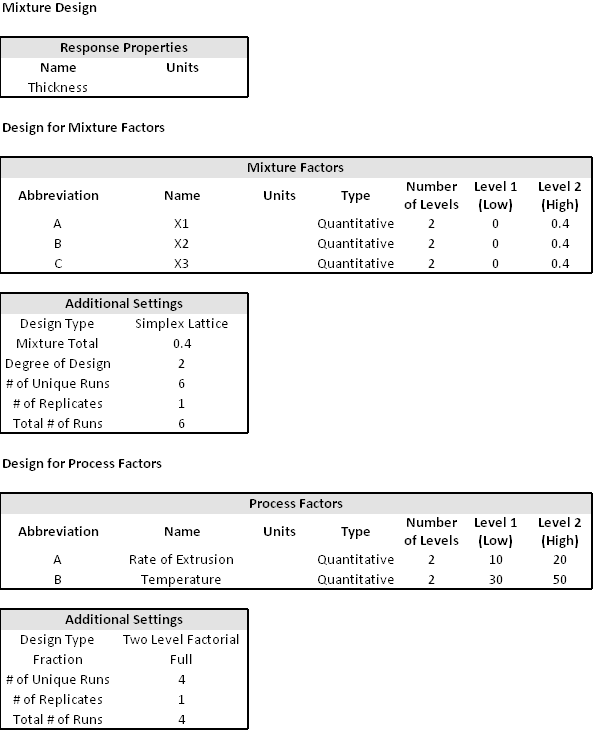
Finally, click the Build icon on the control panel to create a Data tab that allows you to view the test plan and enter response data.
![]()
The data set for this example is given in the "Design with Process Variables" folio of the example project. After you enter the data from the folio, you can perform the analysis by doing the following:
Note: To minimize the effect of unknown nuisance factors, the run order is randomly generated when you create the design. Therefore, if you followed these steps to create your own folio, the order of runs on the Data tab may be different from that of the folio in the example file. This can lead to different results. To ensure that you get the very same results described next, show the Standard Order column in your folio, then click a cell in that column and choose Sheet > Sheet Actions > Sort > Sort Ascending. This will make the order of runs in your folio the same as that of the example file. Then copy the response data from the example file and paste it into the Data tab of your folio.
Select terms for the model by clicking the Select Terms icon on the control panel.
![]()
In the window that appears, select the linear effects and 2-way interaction effects of the mixture factors in the model. The linear effects and 2-way interaction effects of the process factors are crossed with each term of the mixture factors. Click OK.
On the control panel, click the Calculate icon.
![]()
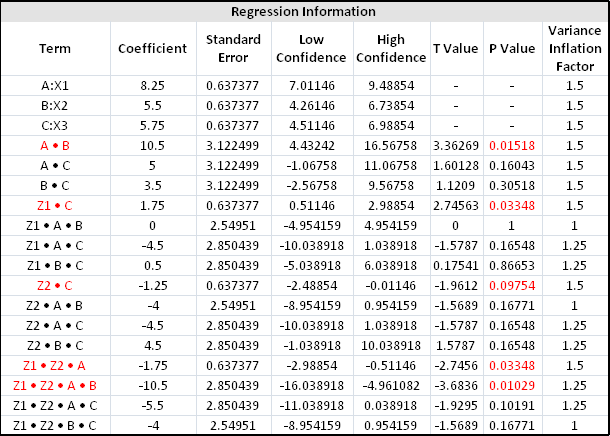
Click the View Analysis Summary icon on the control panel and select to the view the Regression Information table. Note that the results from this step are not visible in the example folio, which shows the reduced model results that are obtained later in this example.
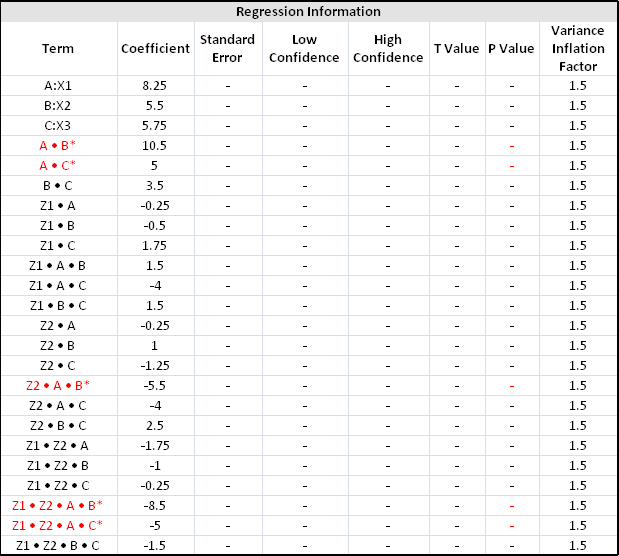
Terms with an asterisk (*) are significant terms selected by Lenth’s method. Terms with coefficients (absolute value) less or equal to 1 can be removed, and coefficients close to 0 can be considered insignificant. These terms are:
Z1*A
Z1*B
Z2*A
Z2*B
Z1*Z2*B
Z1*Z2*C
Return to the Select Terms window and remove these terms, then recalculate the folio. The results are shown next. Note that the results from this step are not visible in the example folio, which shows the reduced model results that are obtained later in this example.
Some of the terms in the above model should be removed again since their p values are relatively high (i.e., at least 0.1). These terms are:
A*C
B*C
Z1*A*B
Z1*A*C
Z1*B*C
Z2*A*B
Z2*A*C
Z2*B*C
Z1*Z2*A*C
Z1*Z2*B*C
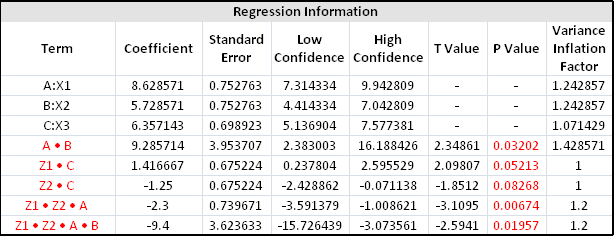
The results with these terms removed are shown next.
Click the Design - Optimization icon on the control panel.
![]()
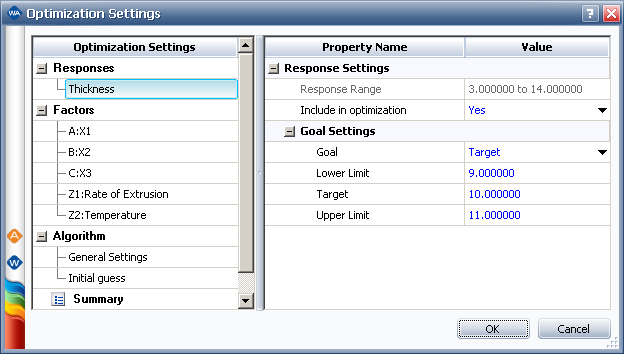
In the Response Settings window that appears, use the settings shown next and click OK. These settings indicate that you want to reach a target thickness of 10, with values less than 9 or greater than 11 being undesirable.
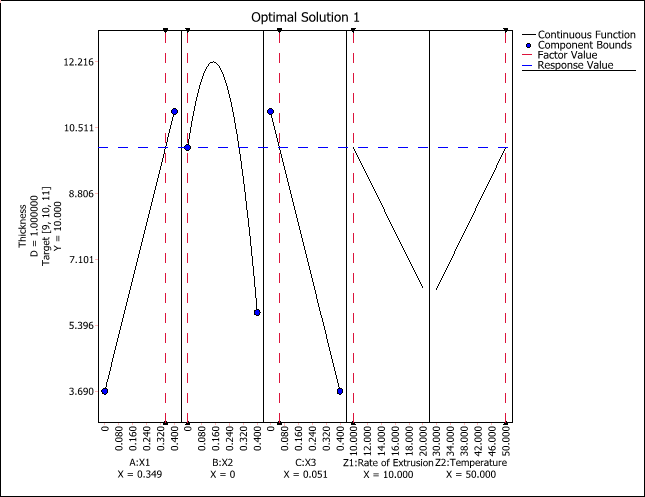
An Optimization folio will appear with a plot showing the single solution that is found.
You can choose Optimization > Solutions > View Solutions or click the icon on the control panel to see the solution in numerical format.
![]()
The optimum settings are shown next.
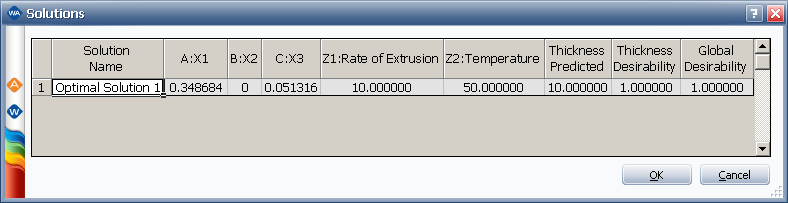
The optimal solution is found to be X1 = 0.349, X2 = 0 and X3 = 0.051 with process factors Rate of Extrusion = 10.000 and Temperature = 50.000. Under this setting, the expected thickness of the vinyl is 10.00. Keep in mind that it is necessary to conduct an experiment using this setting to confirm this conclusion.
© 1992-2017. HBM Prenscia Inc. ALL RIGHTS RESERVED.
 |
E-mail Link |